

The blade-shape DIES are used for converting of different ductile
materials. The DIES are produced by etching the 0.6mm~5mm thick plates
based on the requirements and going through CNC precision machining.
materials. The DIES are produced by etching the 0.6mm~5mm thick plates
based on the requirements and going through CNC precision machining.

-
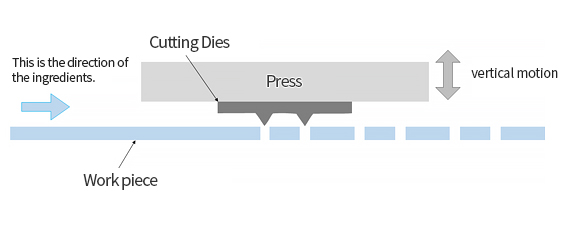
A die plate is applied on the press surface.
When the converting material moves in the direction, the press moves
vertically to cut the materials based on the shape of the DIES.

-
HSS-based flexible die manufacturing.
To maximize the flexible die plate’s durability,
HSS (High Speed Steel) is used to manufacture the special DIES.
Dies in different materials including carbon steel, chrome alloy steel,
high-speed steel are produced based on the client requests such as
material and durability.
| Rotary Flexible DIES | Flat DIES | ||||||||
|---|---|---|---|---|---|---|---|---|---|
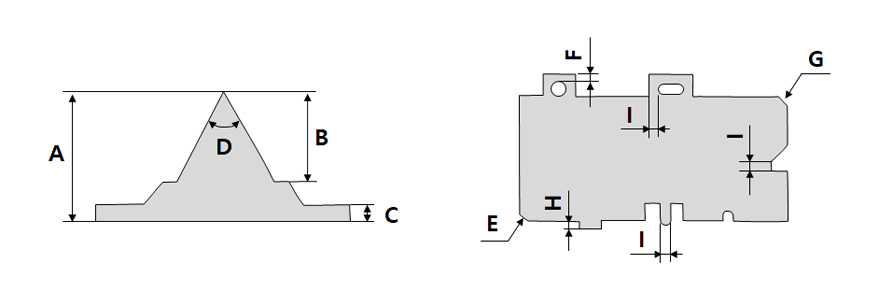
| A. Edge Height | 0.3 ~ 0.7 | 0.8 | 1.0 | 1.2 | 2.0 | 3.0 | 4.0 | 5.0 | |
| B. Edge Depth | 0.2 ~ 0.4 | 0.4 | 0.45 | 0.65 | 1.15 | 2.2 | 2.7 | 3.5 | |
| C. Base Thickness | 0.13 ~ 0.2 | 0.2 | 0.2 | 0.45 | 0.55 | 0.55 | 1.0 | 1.2 | |
| D. Edge Angle | 50˚ ~ 90˚ | Basic 40˚, 50˚ , Made to order other | |||||||
| E. Min. Radius | ~ 0.25 | 0.2 | 0.2 | 0.2 | 0.3 | 0.4 | 0.4 | 0.4 | |
| F. Min. Line Gap | 0.8 | 0.8 | 0.8 | 0.8 | 1.0 | 1.2 | 1.2 | 1.2 | |
| G. Min. C-face | 0.3 | 0.3 | 0.3 | 0.3 | 0.5 | 0.6 | 0.6 | 0.6 | |
| H. Min. Crank | 0.2 | 0.2 | 0.2 | 0.2 | 0.3 | 0.4 | 0.4 | 0.4 | |
| I. Min. Distance | 50˚ | Be discussed separately | 0.7 | 0.8 | 0.9 | 1.4 | 2.4 | 2.4 | 2.4 |
| 60˚ | 0.8 | 0.9 | 1.0 | 1.6 | 2.8 | 2.8 | 2.8 | ||
| Special Spec. | Min. Gap 0.25mm (Basic Edge Depth 0.15mm_Angle 40˚ ) Other matters to be discussed separately | ||||||||
※ Matters other than above specifications shall be decided upon a separate consultation.
 Electrical and Electronic
Electrical and Electronic
 Automobile
Automobile
 Medical and Pharmaceutical
Medical and Pharmaceutical
 Label and Sticker
Label and Sticker
 Sheet type
Sheet type